Printing with FDM
Usable formats
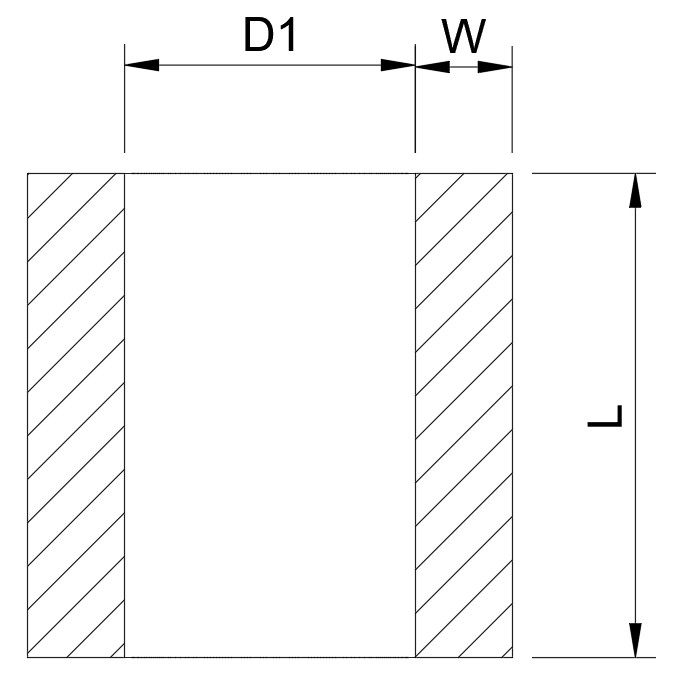
Ink Unit Dimensions and Tolerances
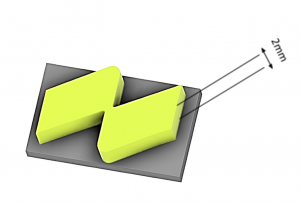
Thickness and thin wall size
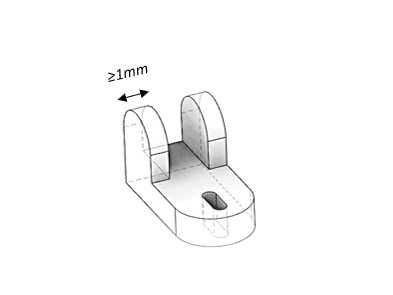
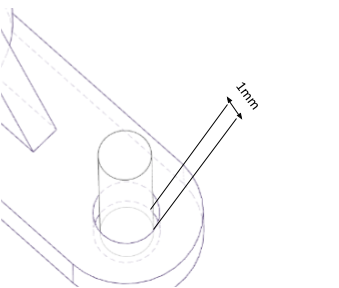
Limits of clearances and grafts
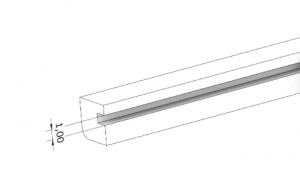
Groove recommendations
Unloading material into large empty parts
Cavities, channels and coils
Optimization of text and logo results
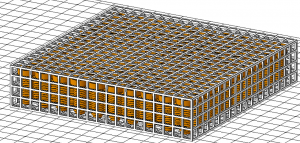
Multi-part cages
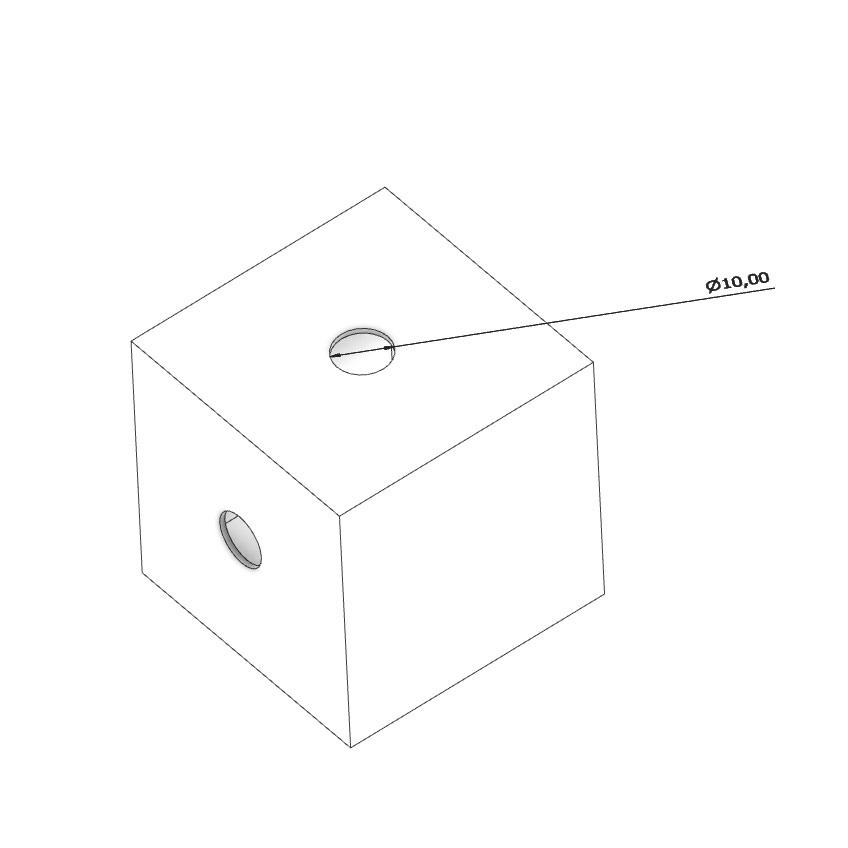
Holes and threads